





אחת הבעיות החמורות העומדות כיום בפני ניהול הייצור בתעשיה היא, כיצד לספק את הזמנות הלקוחות בזמן — תוך אחזקת מלאי תוצרת ומלאי בתהליך — בכמויות אופטימליות ותוך ניצול מירבי של אמצעי הייצור.
ההתחרות החריפה בתעשיה והלחץ המתמיד להורדת הוצאות הייצור, מחייבות הבטחת זרימה חלקה של העבודות דרך המפעל, בהוצאות כלכליות מינימליות, למרות הצורך בשנויים בלתי פוסקים בזמני ההספקה ובתקני המוצרים. משברים מתפתחים יום יום כתוצאה משנויים בדרישות הלקוחות, תקלות בציוד המפעל, שנויים טכניים במוצרים שיש לייצר, העדרות עובדים וכו’. הנהלת הייצור חייבת להגיב במהירות מכסימלית, על משברים אלה, ולפתור אותם לפני שתוצאותיהם יורגשו בהוצאות הייצור, או בזמני ההספקה ללקוחות. מהירות התגובה של הנהלת הייצור תלויה בראש ובראשונה במהירות הדווח המוזרם אליה ממחלקות הייצור. אולם, במקרים רבים מתעכב הדווח אצל מנהלי העבודה, אם בשל נסיונם לפתור את הבעיה בעצמם, ואם משום שאינם מכירים די בחשיבותה, ולפיכך — בצורך להעבירה לממונים עליהם. עקב זאת עלולים להשמט מידי הנהלת הייצור השליטה והיוזמה .
כל הבעיות האלה, ובעיות נוספות, נפתרות ע״י מערכת אסוף הנתונים י.ב.מ. 357. מערכת זו מסוגלת לספק נתונים מנקודות רבות במפעל לנקודה מרכזית אחת, ברגע התבצעות הפעולות במפעל. זו מערכת זולה יחסית, אשר יכולה לשרת את המפעל לצורך פיקוח ייצור, גם בשיטה ידנית וגם בשיטה ממוכנת.
תאור המערכת י.ב.מ. 357
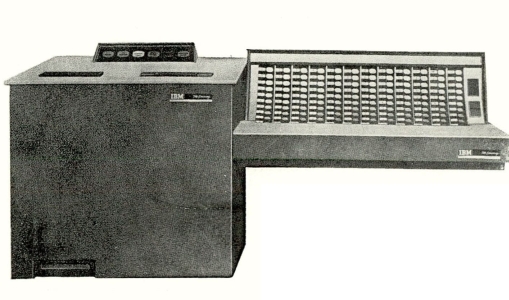
המערכת מורכבת מכמה יחידות הזנה (Input Stations), המפוזרות במפעל, והקשורות בכבלים חשמליים דרך יחידת בקרה למכונת ניקוב במקום מרכזי. ניתן לחבר למכונת ניקוב אחת עד 20 יחידות הזנה, המפוזרות ברדיוס של 8 ק״מ.
בכל יחידת הזנה ניתן לשדר אינפורמציה למכונת הניקוב, ע״י הכנסת כרטיס מנוקב (מראש) לתוך היחידה, ע״י הכנת תוית פלסטית, או ע״י הכנסת נתונים ביד (6, 9 או 12 ספרות). הנתונים המוכנסים ליחידה מתנקבים אוטומטית בכרטיס ניקוב במכונת הניקוב המרוחקת. במידה שמכונת הניקוב מצוידת גם ביחידת הדפסה, מתקבלים הכרטיסים המנוקבים כשהם מפוענחים, כלומר, האינפורמציה המנוקבת בהם מודפסת גם בראש הכרטיס. כל יחידות ההזנה מחוברות דרך יחידת בקרה, הדואגת לחבור המתאים של יחידת הזנה למכונת הניקוב, ומונעת התנגשויות במקרה שיותר מתחנת הזנה אחת מופעלת. המערכת מצוידת גם (במידת הצורך) בשעון מרכזי, אשר מנקב בכל כרטיס הנוצר במכונת הניקוב את שעת הבצוע של השידור.
שמוש המערכת בפיקוח ייצור
בשטח פיקוח הייצור משמשת המערכת י.ב.מ. 357, בין השאר, לאסוף נתוני העבודה מכל נקודה במפעל. לכל עובד במפעל, כרטיס מנוקב מראש בפרטים האישיים שלו, או תוית פלסטית המנוקבת במספרו האישי. כן קיים לכל פעולה בייצור, כרטיס מנוקב מראש בפרטי הפעולה. תהליך הכנת הכרטיס הזה והפצתו בין העובדים, תלוי באופי הייצור במפעל. כשמדובר במפעל העוסק בפעולות חוזרות ובייצור למלאי, מכינים מראש בכל מחלקה — כרטיסים מנוקבים לכל פעולה המתבצעת באותה מחלקה. הכרטיסים המנוקבים יכילו את הפרטים הבאים : מספר הפעולה, מספר החלק,2 מספר המוצר, תאור הפעולה, הזמן ליחידה, ופרטים נוספים במידת הצורך, כמו מספר שרטוט. הפרטים האלה יהיו מודפסים גם בראש הכרטיס. כרטיסי הפעולות יסודרו בתאים מתאימים ליד תחנת ההזנה בכל מחלקה. ליד תחנת ההזנה יימצא גם לוח תאים כמספר העובדים במחלקה. סדור התאים יהיה חופף, כך שרק קצות כרטיסי הניקוב יבצבצו. מנהל העבודה, בזמן תיכנון העבודות לעובדי המחלקה, ישלה מהכרטסת המצויה אצלו את כרטיס הפעולה, ויכניס אותו לתא העובד. כל עובד, איפוא, ימצא בתאו הוראה על איזו פעולה עליו לעבוד.
במידה שהמפעל עובד להזמנות ולא למלאי, ניתן לתכנן את הזרמת הכרטיסים המנוקבים מראש — לייצור, כחלק מתהליך הוצאת הוראת עבודה לייצור. הכרטיסים המנוקבים שיגיעו למחלקה יהוו את הוראת הבצוע, ועליהם ניתן יהיה לרשום ביד הוראות נוספות ממשרד הייצור למנהל העבודה.
עם תחילת פעולה כלשהי ניגש העובד אל תחנת ההזנה הנמצאת במחלקתו, מכניס לתוכה את כרטיסו האישי ואת כרטיס הפעולה אותה עליו להתחיל, ובמרכז יתנקב אוטומטית כרטיס, ובו פרטי העובד, הפעולה שהתחיל לבצע ושעת התחלת הפעולה המתנקבת מהשעון המחובר למערכת. בגמר פעולת הזנת הנתונים, האורכת שניות בודדות, נפלטים הכרטיסים לידי העובד ויחידת ההזנה פנויה לשדור הבא. בגמר עבודתו על הפעולה, ניגש העובד שנית לתחנת ההזנה ומכניס לתוכה את כרטיסו האישי, את כרטיס הפעולה, וכן מכניס ביד את הכמות הגמורה ע״י משיכת מנענעים. העובד יכול לבדוק לפני השדור אם המספר שיצר הוא המספר הנכון, ורק אח״כ מתנקב הכרטיס במרכז — המכיל את פרטי העובד והפעולה, וכן שעת גמר הפעולה והכמות שיוצרה.
גם לפעולות בלתי ישירות, להפרעות ולתקלות, קיימים כרטיסים מנוקבים, מוכנים מראש לכל סוג תקלה. כרטיסים אלה מסודרים ליד תחנת ההזנה, וברגע שחלה תקלה מסוימת, משודרת האינפורמציה באותו אופן אל מכונת הניקוב.
בדרך זו מתנקבים במרכז, באופן שוטף, כל נתוני ההתרחשויות בייצור בזמן התרחשותם. את הכרטיסים המנוקבים יכולה הנהלת הייצור לנצל לפיקוח צמוד על ההתרחשויות, ובכך לקצר עד מינימום את זמן תגובתה על תקלות והפרעות, ולקנות שליטה מלאה על התקדמות הייצור, בלי להזדקק להתרוצצות פיזית במחלקות הייצור.
דרכי ניצול הנתונים
מעשית ניתן לארגן את ניצול הנתונים המידי בכמה צורות:
א. הכרטיסים המתנקבים אוטומטית במכונת הניקוב מועברים מידי פעם, ע״י נערה העובדת בקרבת המכונה בעבודה אחרת, לידי מנהל הייצור, הקורא את המודפס בראש הכרטיס ומניח בצד את כרטיסי הארועים המצריכים את טפולו הדחוף. למשל: דווח על בטלת עובד או מכונה מסויימת, דווח על תקלה מכנית או חשמלית מסויימת, דווח על עבודה שהותחל בה בטרם עת, וכדומה.
ב. אפשר להורות מראש לנערה להעביר לנוגעים בדבר את הכרטיסים המתאימים. למשל, כר3טיסי דווח על תקלות הציוד להעביר למנהל האחזקה. על סמך הנתונים שבכרטיסים יכוון זה את עבודת צוותיו. בדרך זו תובטח מערכת תיקשורת מהירה ומתוקנת ככל האפשר.
ג. הכרטיסים המתנקבים מסודרים ביד לפי סדר מספר החלק או מספר ההזמנה, כך שבכל רגע שמתעוררת שאלה לגבי חלק או הזמנה כלשהם, ניתן לגשת לכרטיסיה ולראות בדיוק באיזה שלב נמצאת ההזמנה באותו רגע, ומה כמות התוצרת שהופקה בכל פעולה.
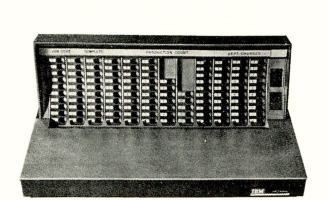
ד. פקוח מרכזי על הייצור במפעל מחדר בקרה. על קירות החדר מסודרים תאים לפי מחלקות הייצור, קבוצות המכונות ותחנות העבודה, לקליטת כרטיסי הדווח היוצאים ממכונת הניקוב. עובד, המועסק בחדר הבקרה בעבודה נוספת (הדפסות, למשל), דואג להכניס לתאים המתאימים את הכרטיסים הנפלטים ממכונת הניקוב. האינפורמציה המעודכנת המצטברת בתאים אלה, מאפשרת לכל מנהל שנכנס לחדר, לעמוד מיד על מצב העבודה בכל נקודה במפעל, לוודא את מקומו של כל עובד, לאתר מידית כל תקלה וכיו״ב.
מחדר הבקרה יכול, איפוא, המנהל לשלוט שליטה מלאה בכל תהליכי הייצור, באמצעות טלפון פנימי המעביר את הוראותיו לכל נקודות המפעל. כתוצאה מכך, מחזיר המנהל לעצמו את היוזמה ואת האחריות הישירה לתכנון וקידום הייצור מידי מנהל העבודה ב־ ״שדה״, שמטבע הדברים, זוית ראייתו מוגבלת ושקוליו נושאים אופי מקומי.
שמושים נוספים בכרטיסים
הכרטיסים המנוקבים מראש יכולים לשמש לתפקידים נוספים ושונים במהלך העבודה, בנוסף להעברת האינפורמציה. למשל, הם יכולים לשמש ככרטיס לואי מזהה של חומר, או חלק, המועבר למחלקה. הכרטיס המנוקב ישמש למנהל העבודה אמצעי לתיכנון העבודות במסגרת מחלקתו. על גבי הכרטיס יכול מנהל העבודה לרשום את מספר העובד והמכונה שתבצע את הפעולה, ולסדר לפניו את הכרטיסים לפי תור העבודות המחכות למכונה או לעובד. ע״י כך חוסך לו מנהל העבודה את הצורך ברשום רשימות עבודות למכונות ותיקון הרשימות לפי העדיפויות המתקבלות אצלו. במדה שהוא מקבל עדיפויות ייצור שונות הוא משנה את סדר הכרטיסים על שולחנו, והתיכנון החדש מוכן. בגמר העבודה יכול הכרטיס המנוקב לשמש לרשום הכמות שבוצעה (נוסף על שדור הכמות ביד, כאמור לעיל), רשום כמות חלקית שבוצעה וכמות שיש עוד לבצע, ורשומים נוספים הדרושים לו. את הכרטיסים ששימשו לשידור האינפורמציה בגמר פעולה, יסדר לו מנהל העבודה בתא עבודות גמורות, או עבודות מופסקות. רשום הערות שונות על גבי הכרטיס עצמו חוסך לו את הצורך בנהול רשימות ויומני אירועים לסוגיהם. בגמר העבודה יחתום מקבל התוצרת, או מבקר הטיב, על הכרטיס כאשור גמר הבצוע.
כפי שנראה מהאמור לעיל, משמשים הכרטיסים המנוקבים לכל פעולות הרשום הנדרשות בייצור, הן לרישום הוראות העבודה ממשרד הייצור למנהל העבודה, הן לתיכנון הייצור במסגרת קבוצת עבודה ע״י מנהל העבודה, ולכל רשום אחר הנדרש. בנוסף לכך, הם גורמים ליצירת כרטיס מנוקב במרכז הבקרה, המאפשר פיקוח צמוד ותגובה מידית של הנהלת הייצור על המתרחש בייצור.
הכרטיסים המנוקבים במרכז מהווים, לאחר השמוש היום־יומי שלהם, כרטיסי קלט למערכת עבוד נתונים של המפעל, או בלשכת שרות חיצונית. מכרטיסים אלה ניתן להכין באופן אוטומטי מלא, אחת לתקופה (כל שבוע או כל חודש), את העיבודים דלהלן:
1. חשובי פרמיות לעובדים.
2. חשובי נוכחות לשכר לעובדים .
3. דווחי יעילות הייצור לפי מחלקות, מוצרים ועובדים.
4. דווחים על תקלות והפרעות בייצור לסוגיהן.
5. דווחי מלאי בתהליך הייצור.
6. דווחי תמחיר שעות עבודה ישירות.
הכנת כל העבודים האלה מקצרת ומוזילה בהרבה את תהליך העבוד הממוכן, מאחר שאין צורך בניקוב יד של הפעולות.
העבודה היום־יומית השוטפת עם הכרטיסים, מבטיחה מידת מהיימנות גבוהה של הנתונים, מאחר שהם מהווים חומר אופרטיבי יום־יומי ולא דווח צדדי נוסף.
דברים אלה מתארים מקצת האפשרויות הרבות הפתוחות בפני הנהלת הייצור בשמוש במערכת אסוף הנתונים י.ב.מ. 357. כמובן, כל מפעל יצטרך לבחון, לבדוק ולבנות את השיטה היעילה והטובה ביותר, לשמוש במערכת. שלבי הכנה אלה יעשו ע״י חברת י.ב.מ. בשתוף עם הנהלת הייצור של כל מפעל, אשר יביע נכונות לבדוק נושא זה. • •10
